Toni Leanez (Proyectista)
El mercado actual nos ofrece una amplia gama de accesorios que podemos adquirir para dotar a nuestro torno de mayores prestaciones. En los catálogos de los fabricantes de maquinaria orientada, principalmente, hacia el modelista, en sus diversas modalidades, podemos encontrar como recambio aquellos accesorios a los que aludíamos.
Navegando por los catálogos de conocidas marcas, podemos encontrar una gran variedad de accesorios, por ejemplo y sin ánimo de ser exhaustivos, portabrocas, con una capacidad de boca desde 0.5 mm a 6 mm. lo cual cubre casi todo el abanico de las necesidades del modelista naval.
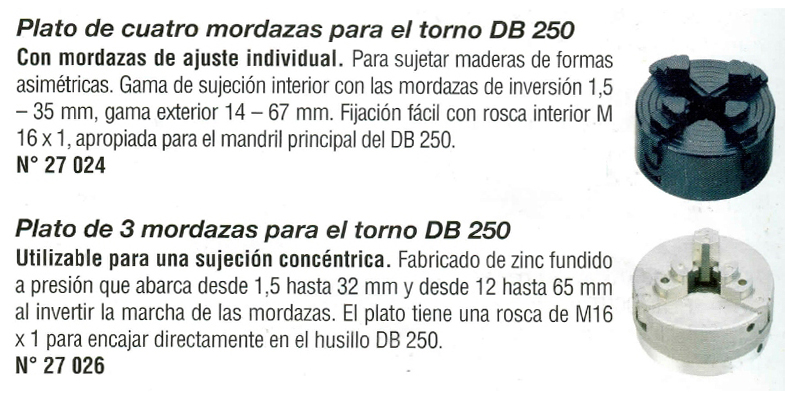
Otro accesorio al que le sacaremos mucho provecho es un plato de tres garras concéntricas, con una capacidad de boca que abarca desde 1.5 hasta 32 mm. Las garras de este plato son extraibles y reversibles, en este caso nos ofrece una capacidad para sujetar piezas de diámetros comprendidos entre 12 y 65 mm. Existe, también, otro plato de cuatro garras independientes, lo que nos permite mecanizar piezas asimétricas.
En la sexta imagen podemos ver como el fabricante presenta el plato de tres garras concéntricas. La imagen nos muestra la parte posterior de la cartulina, si nos fijamos en la parte literal de la misma, indica claramente, en alemán, pero perfectamente inteligible, que la rosca del plato corresponde a una métrica 16 x 1 y que se corresponde con su producto DB 250, que es un minitorno.
¿Cuál es el problema? La rosca es hembra por tanto necesitamos un acoplamiento macho de esta medida, pero, amigos míos esta medida no es estándar y por tanto tenemos dos posibilidades; localizar un taller mecánico que nos quiera hacer el acoplamiento, lo que nos saldrá muy caro o recurrir a una ferretería industrial y encargar ex-profeso un cojinete de roscar (hilera) de esta medida, lo cual nos saldrá carísimo, máxime, teniendo en cuenta que lo vamos a utilizar, con toda seguridad, una sola vez.
La otra posibilidad es recurrir a un amigo que tenga torno mecánico y nos haga el acoplamiento con esta medida de rosca.
La moraleja de todo esto, sin intención de desanimar a nadie, es que es muy tentador comprar todo tipo de accesorios para nuestro torno, pero, antes hemos de asegurarnos que los podemos acoplar o tenemos los medios para hacer los acoplamientos adecuados para instalarlos convenientemente y disfrutar de ellos sacándoles todo el partido que nuestras expectativas esperaba de ellos.
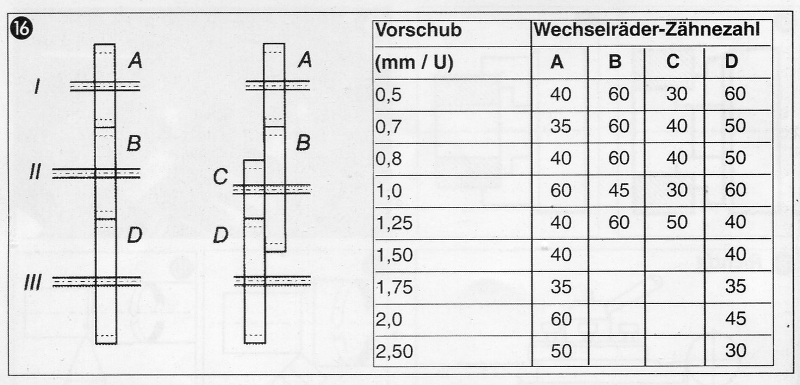
Así, pues, vamos a mecanizar el acoplamiento para el plato de tres garras, que también nos servirá si más adelante decidimos incorporar el de cuatro garras. Lo primero que hemos de hacer es preparar el torno. Consultamos la tabla de pasos de roscas y observamos que en la cuarta fila, marcada con "1", -se refiere al paso- nos indica que en los ejes "A", "B", "C" y "D", hemos de poner los engranajes de 60, 45, 30 y 60 dientes, respectivamente, que combinados con los engranajes del cabezal hacen que por cada revolución de este, la herramienta de corte avance, automáticamente, 1 mm. obteniendo una rosca de paso x 1. Los ejes "B" y "C" en realidad son uno y nos indican que la rueda interior es la "B" y la exterior la "C".
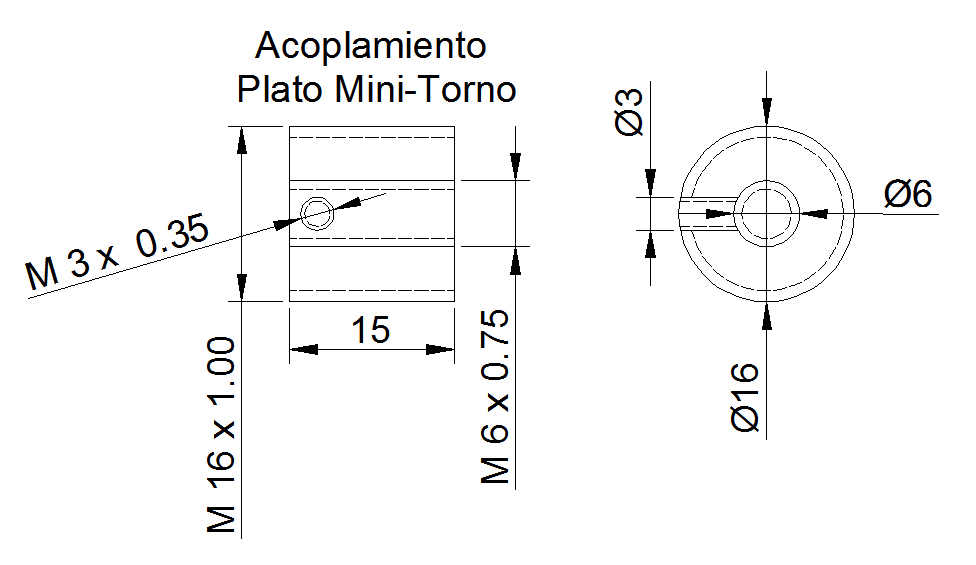
De un redondo de aluminio de 25 mm. de diámetro (hierro, latón, etc. también vale) cortaremos un trozo de 40 mm. aproximadamente, refrentaremos sus caras y cilindraremos su cuerpo a 16 mm.. A partir de este momento no deberíamos sacar la pieza del plato para no perder la concéntricidad. En este caso lo hemos hecho solo a título ilustrativo pero sin tener la pieza terminada.
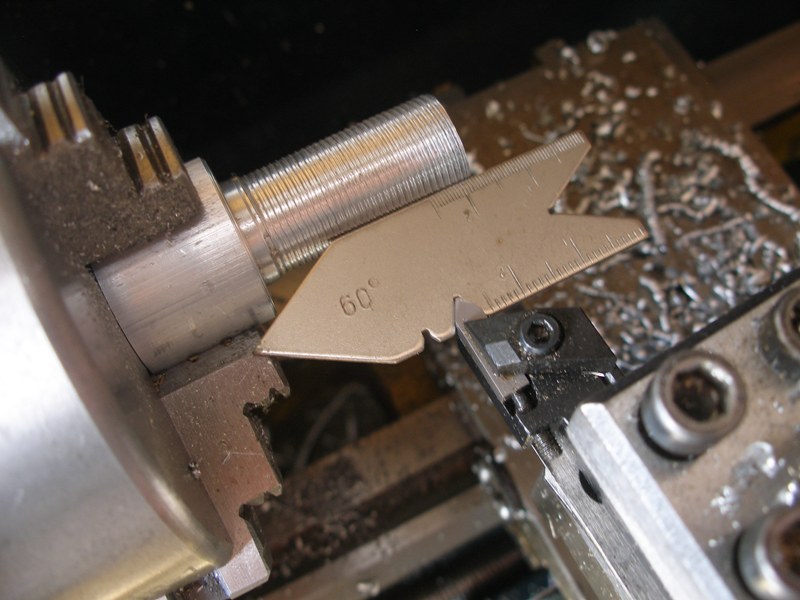
Para que la rosca salga perfecta la herramienta de corte ha de estar perfectamente perpendicular a la pieza que estamos trabajando. Para tener esta seguridad utilizaremos una galga tomando como referencia la propia pieza y una muesca con un ángulo de 60º, que es el ángulo de la rosca métrica, donde ubicaremos la punta de la herramienta de corte y con sucesivos pequeños retoques conseguiremos un encaje perfecto de la herramienta con la plantilla.
Iremos dando pasadas de décima en décima y comprobando frecuentemente si el plato entra en la rosca que estamos labrando. Llega un momento que forzando un poco el plato conseguimos encajar rosca y plato, pero esto no es bueno, así que daremos una nueva pasada, pero esta vez de media décima, probaremos y si todavía entra forzada una nueva pasada hasta que consigamos un ajuste perfecto, sin forzar pero también y esto es importante sin holgura.
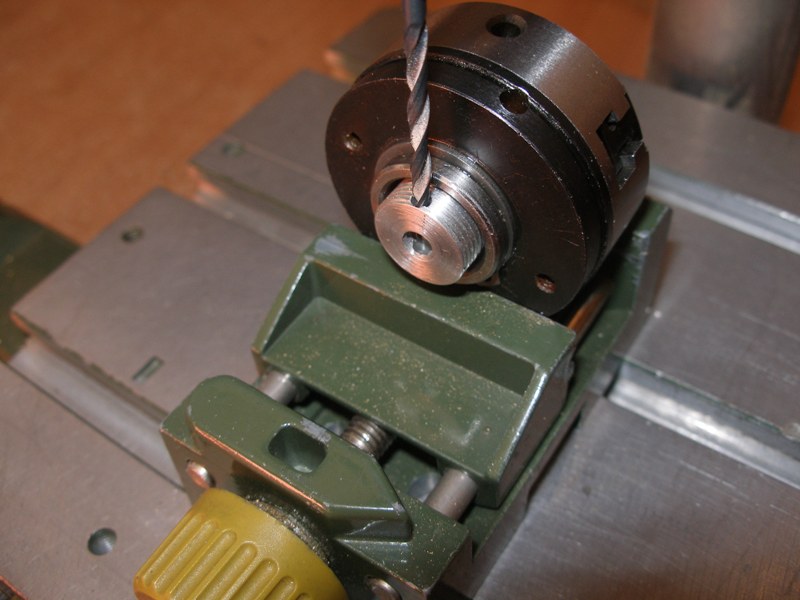
Sin sacar la pieza del plato, con la punta de centrar marcaremos el centro de la pieza haciendo un pequeño cráter donde ubicaremos la punta de la broca evitando que esta pueda resbalar, desviándose del centro y haciendo un taladro imperfecto. La rosca que hemos de hacer es una métrica hembra de 6 x 0.75. Hay una regla para obtener el diámetro de la broca para agujeros roscados y es (Z-p) donde "Z" es el diámetro del tornillo, en nuestro caso 6 mm. "p" el paso, también en nuestro caso 0.75 mm. así pues necesitaremos una broca de 6 - 0.75 = 5.25. Si no tenemos una broca de este diámetro podemos utilizar una de 5 mm. que en metales blandos como aluminio e incluso latón apenas notaremos mayor esfuerzo, pero que en acero nos costará mucho esfuerzo hacer correctamente la rosca, corriendo, incluso, el riesgo de romper el macho de roscar y echando a perder todo el trabajo realizado.
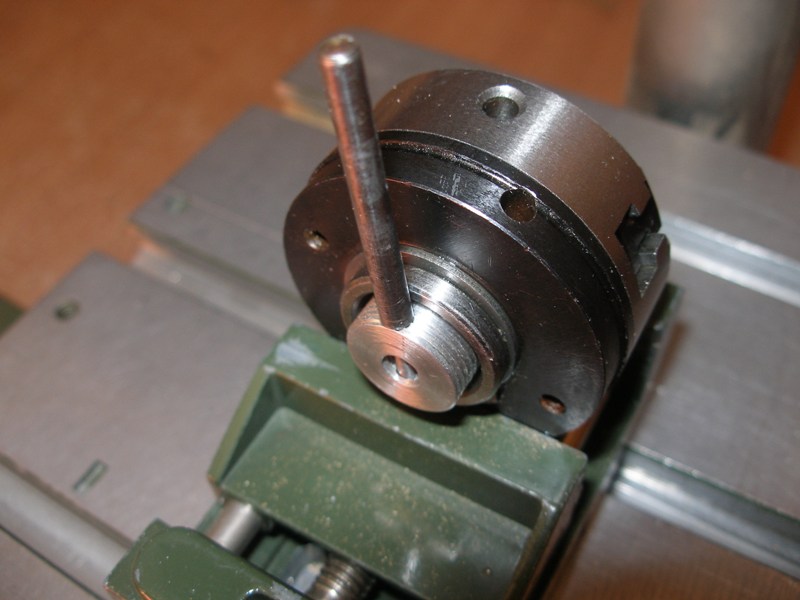
La última operación de nuestro acoplamiento consiste en hacer un taladro en uno de sus extremos para, con un pasador, poder apretar adecuadamente y también aflojar el acoplamiento del eje del motor que también tiene un taladro para esta función.
Damos el par de apriete recomendado para una sujeción firme y ya podemos trabajar con nuestro plato de tres garras simétricas, torneando piezas que de otra forma no podríamos hacer.
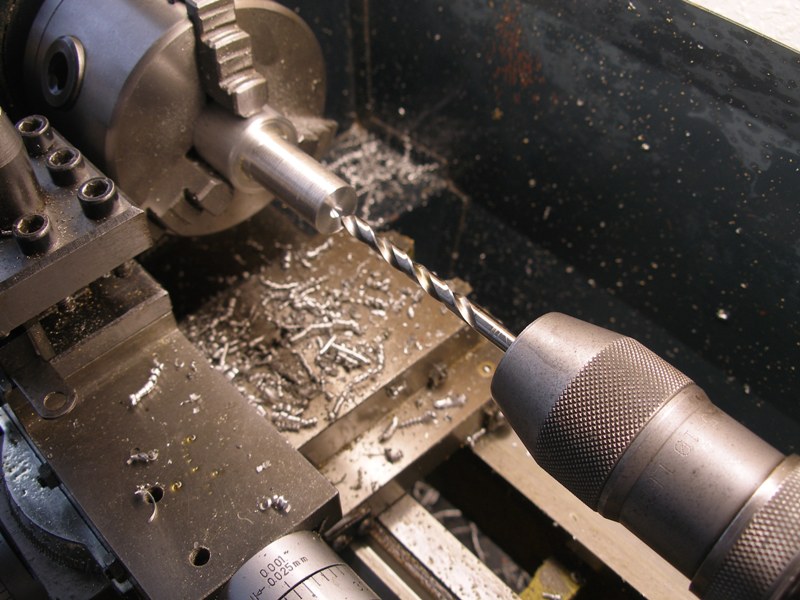
Dentro de las posibilidades de mejorar nuestro torno, está la de dotar al contrapunto de un portabrocas que debidamente combinado con el plato de tres garras nos va a permitir multitud de operaciones de taladro.
En todo barco hay piezas repetidas. Por ejemplo, las cabillas. Un barco de época fácilmente puede equipar 20, 30 o incluso más cabillas. Todas son iguales y resulta altamente entretenido y laborioso tornearlas todas, una por una. Así que un elemento copiador nos puede ahorrar muchas horas de tedioso trabajo con la ventaja adicional que todas son exactamente iguales ya que están elaboradas a partir de una plantilla.
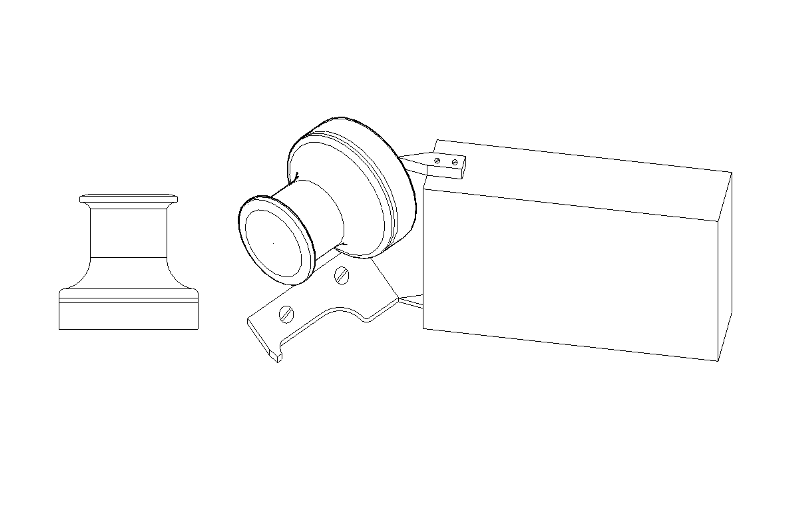
Esto mismo es válido para toneles, poleas, winches y en general todas aquellos piezas que se generan a partir de la revolución de una figura plana. La última imagen nos muestra de forma esquemática esto último. Si necesitamos varios winches para equipar nuestro velero, nos resultará más cómodo elaborar una plantilla, por ejemplo en aluminio o madera, del perfil del mismo, sujetarlo con un par de tornillos en una pieza al efecto sujeta en la base del torno, debidamente alineada con el eje de rotación de nuestro motor y mediante el dispositivo que vemos en la figura, por arranque de viruta, ir torneando la pieza de un redondo, sea de aluminio o madera, obteniendo así nuestro winche, resultando ser una pieza tridimensional.
Saludos y como de costumbre a vuestra disposición.
| Volver a Torno |
|---|